Birt: 26. janúar 2026
Eftir: ShanJi Meng, yfirmálmagreinandi
Kopar og málmblöndur þess eru enn meðal gefandi – og stundum erfiðustu – efnanna til vinnslu. Framúrskarandi varma- og rafleiðni, náttúrulegir örverueyðandi eiginleikar og full endurvinnanleg möguleiki gera þau ómissandi í rafknúnum ökutækjum, vélbúnaði í skipum, nákvæmnisgírum og suðuskautum. En mýkt þeirra, tilhneiging til að skemma verkfæri og harðnun krefst réttrar nálgunar.
Árið 2026, með mikilli aukningu í eftirspurn eftir kopar vegna rafvæðingar og endurnýjanlegrar orku, munu vélvirkjar sjá fleiri pantanir á afkastamiklum málmblöndum. Þessi handbók fjallar um algengustu kopartegundirnar sem við vinnum með, hentug ferli, helstu kosti/áskoranir, hagnýt hönnunarráð, ráðleggingar um verkfæri og raunveruleg notkun.
Algengar kopargráður fyrir CNC vinnslu
Mismunandi notkun kallar á mismunandi málmblöndur. Hér eru þær málmblöndur sem við sjáum oftast í nákvæmnisvinnslustöðvum:
- Hreinn kopar (C10100/C11000)99,9%+ hreinleiki, súrefnisfrítt eða ETP. Best fyrir hámarksleiðni (samleiðarar, kælikerfi).
- Messing (C36000, C26000)Vinsælt fyrir frjálsvinnslu með frábæra flísbrotseiginleika. Frábært fyrir tengi, loka og gíra.
- Álbrons (C95400, C95500)Mikill styrkur + framúrskarandi tæringarþol gegn sjó. Tilvalið fyrir skrúfur og hylsingar á skipum.
- Tinbrons (C90300, C90700)Frábær slitþol og lágt núning. Klassískt fyrir þungar legur og gíra.
- Fosfórbrons (C51000, C54400)Frábær fjaðrandi eiginleiki og þreytuþol. Algengt í tengjum og fjöðrum.
- Króm sirkon kopar (C18150/C18200)Úrkomuhert fyrir mikinn styrk + 80-90% IACS leiðni. Ríkjandi í viðnámssuðu rafskautum og hlutum rafknúinna ökutækja.
-
Ráð til að velja einkunn fljóttFyrir rafmagnshluta → veldu hreinan kopar eða CuCrZr. Fyrir tæringarhætta → veldu álbrons. Fyrir auðvelda magnvinnslu → veldu messing.
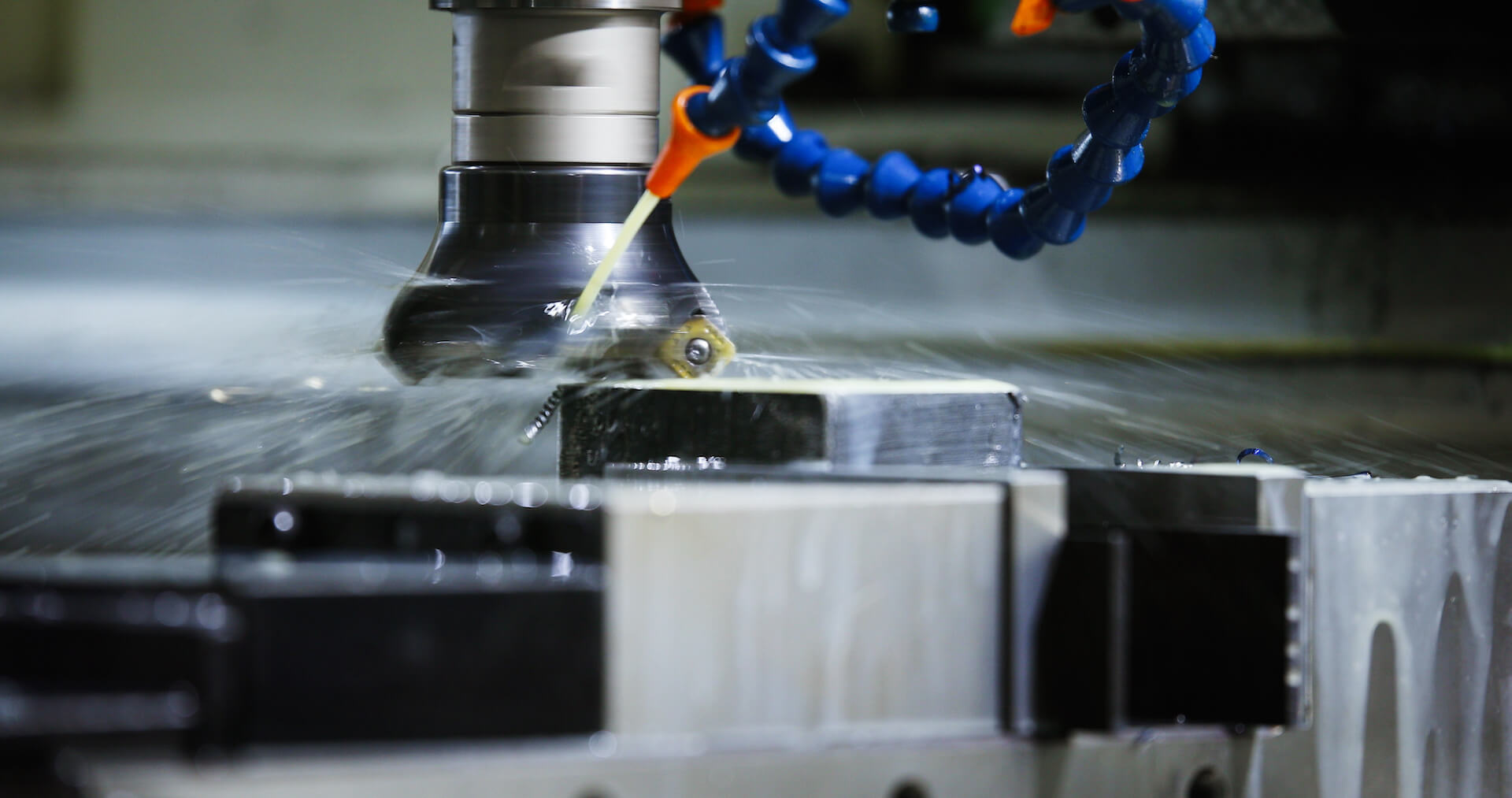
Hentug vinnsluferli fyrir kopar
Flestar kopargerðir vinnast vel á venjulegum CNC búnaði:
- CNC fræsunTilvalið fyrir flóknar rúmfræðir, vasa og 3-5 ása hluti.
- CNC beygjuTilvalið fyrir kringlótta íhluti eins og hylsun, tengihluti og ása.
- Borun og tappaMessing og fosfórbrons bera hreint; notið höggboranir fyrir djúp göt í hreinum kopar.
- Svissneskur rennibekkurFrábært fyrir litla, nákvæma pinna og tengi.
- EDM (ef þörf krefur)Sjaldan krafist en gagnlegt fyrir herta CuCrZr eiginleika.

-
Kostir þess að vinna koparblöndur
- Frábær varmaleiðni → dreifir hita hratt og dregur úr sliti á verkfærum.
- Framúrskarandi rafmagnseiginleikar → mikilvægir fyrir tengi og rafskaut.
- Náttúrulegt örverueyðandi yfirborð → tilvalið fyrir matvælavinnslu og lækningatæki.
- Full endurvinnanleiki → í samræmi við sjálfbærnikröfur frá árinu 2026.
- Falleg áferð → Pússun á messingi og bronsi gefur mikla gljáa.
Áskoranir og hagnýtar lausnir
Teygjanleiki kopars skapar klassísk vandamál — svona tökum við á þeim:
- Gúmmíflögur og uppbyggður brún— Notið beitt verkfæri með jákvæðri halla og nægilegt kælivökva (emulsion eða olíu).
- Vinnuherðing— Farið í léttar göngur (0,1-0,5 mm dýpt) og forðist að dvelja þar.
- Grjótmyndun— Messingvélar eru nánast skurðlausar; hreinn kopar þarf að afskurða eða klifra.
- Varmaþensla— Festið vandlega og notið kælivökva til að hafa stjórn á málum.
Fagleg ráðFyrir hreinan kopar endast verkfæri úr pólýkristallaðri demantsgerð (PCD) 10 sinnum lengur en verkfæri úr karbíði.

-
Hönnunaratriði og ráð
- Þolmörk±0,01 mm er hægt að ná á messingi/CuCrZr; hreinn kopar gæti þurft ±0,02 mm vegna mýktar.
- VeggþykktLágmark 0,5-1 mm til að koma í veg fyrir sveigju.
- Radíusar og flökBætið við ríkulegum radíusum (að minnsta kosti 0,5 mm) til að draga úr spennu og auka endingartíma verkfærisins.
- YfirborðsáferðRa 0,4 µm er staðalbúnaður með slípuðu karbíði; spegilmyndun möguleg á messingi.
- HitameðferðCuCrZr þarfnast öldrunar eftir vinnslu til að ná fullum hörku — skipuleggið í samræmi við það.
Ráðleggingar um verkfæri og breytur
- VerkfærisefniÓhúðað eða demantshúðað karbít fyrir flesta; PCD fyrir magnvinnslu úr hreinum kopar.
- Hraði og straumur (dæmi fyrir C36000 messing, 10 mm endfræsara):
- Snælda: 8.000-12.000 snúningar á mínútu
- Fóðrun: 1.000-2.000 mm/mín
- Skurðdýpt: 0,5-2 mm áslæg
- KælivökviNotið alltaf — kemur í veg fyrir illmyndun og bætir áferð.
Raunveruleg forrit
- Messing → nákvæmnisgírar, lokar, skrautbúnaður.
- Álbrons → sjávarfóðringar, dæluhjól.
- Tinbrons → ormgírar, þungar legur.
- Fosfórbrons → rafmagnsfjöðratengingar.
- Hreinn kopar → varmaskiptarar, straumteinar.
- CuCrZr → punktsuðu rafskaut, snúningsstangir fyrir rafknúin ökutæki.
Kostnaðar- og sjálfbærniþættir árið 2026
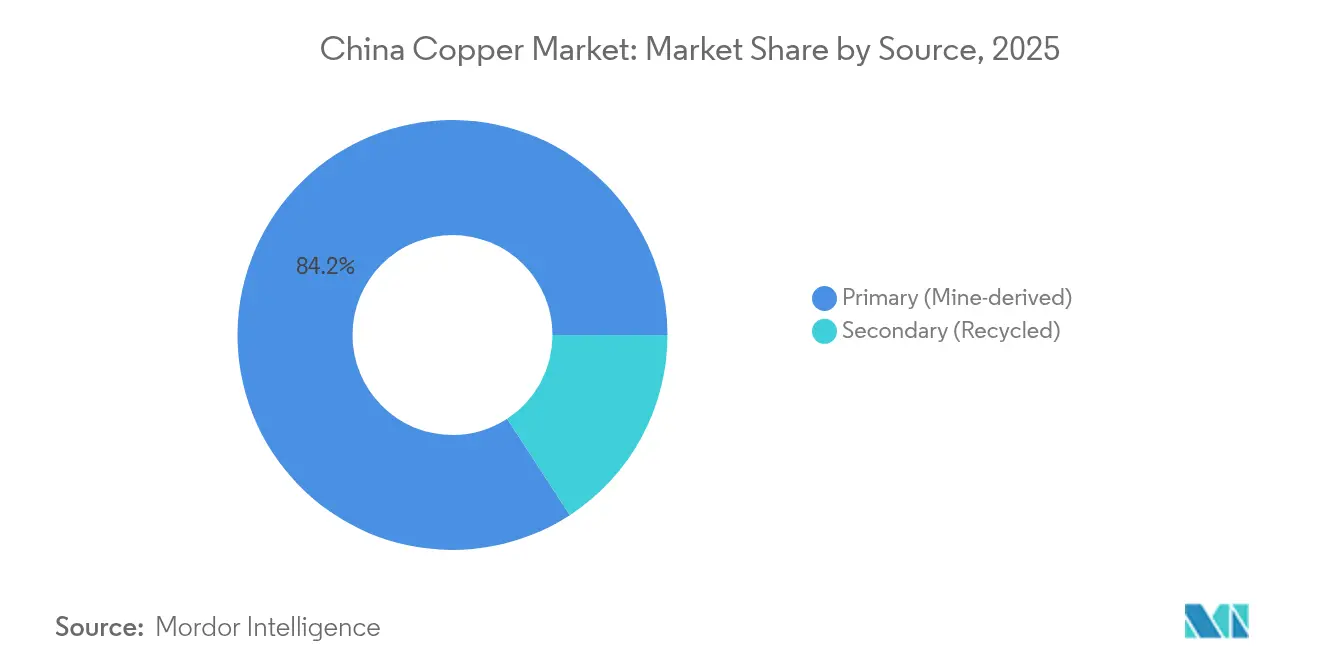
Verð á efni sveiflast (hreinn kopar ~11-13 þúsund Bandaríkjadalir/tonn), en messing er enn hagkvæmast. Endurvinnsluhlutfallið er nú yfir 50% í mörgum verslunum, sem lækkar kostnað og kolefnisspor. Búist er við minni framboði á CuCrZr vegna eftirspurnar eftir rafknúnum ökutækjum.
Lokahugsanir
Koparvinnsla er umbunin vandlegri uppsetningu og réttri vali á gæðaflokki. Með ráðunum hér að ofan munt þú framleiða stöðugt hágæða, hagnýta hluti sem uppfylla jafnvel ströngustu forskriftir.
Tilbúinn/n að láta hönnun þína rætast? Skoðaðu allt úrval okkar af koparblöndum (messing, álbrons, tinbrons, fosfórbrons, hreinn kopar og CuCrZr) í nýjasta vörulista okkar eða hafðu samband við verkfræðiteymi okkar til að fá tilboð í sérsniðna vinnslu og tæknilega aðstoð.
-
Hafðu samband við okkur til að fá sérsniðna koparhluti og tilboð
Birtingartími: 26. janúar 2026